浸炭焼入れ・浸炭窒化焼入れ・光輝焼入れ
浸炭焼入れ・浸炭窒化焼入れ・光輝焼入れについて、それぞれ説明していきます。
浸炭焼入れ・浸炭窒化焼入れ・光輝焼入れとは?
 浸炭焼入れ
浸炭焼入れ
炭素鋼、低合金鋼を焼入れした場合、得られる硬さは、添加された合金元素の影響をあまり受けず、主として含有する炭素量により焼入硬さが決まります。
一般的に炭素量が多いほど、焼入硬さは高くなりますが、0.85%を超えると焼入れ時、残留オーステナイトが増加して硬さが得られにくくなる場合があります。
浸炭焼入れは、低炭素鋼系の材料に適用します。例えば、低炭素鋼(0.05~0.1%)を焼入れしても、得られる硬さは、HRC20程度ですが、最表面から炭素を拡散し、表面の炭素濃度を上げてやると、HRC60以上に硬さが得られます。
つまり、浸炭焼入れは、低炭素鋼系材料を用いて、炭素を拡散し、表面は硬く、内部は硬さが低く、じん性のある材料をつくる方法です。
浸炭窒化焼入れ
浸炭窒化焼入れは、浸炭焼入れが炭素(C)だけ拡散させ硬化させるのに対して、炭素(C)と窒素(N)を拡散させる方法で、特に、快削鋼(SUM系)、低炭素鋼、SPCC材等の表面硬化、疲労強度の改善に適用されています。
浸炭焼入れと比較して、処理温度も低く、寸法変化、歪が一般的に少なく、精密部品に多く採用されています。
| 精密浸炭窒化処理(εイプシロン処理) |
|---|
|
浸炭窒化の深さを、0.05mm単位で制御し、極小極薄精密部品に適用されています。特に、高温硬さ・アグレッシブ摩耗対策には効果があります。 用途例 : 薄板精密プレス部品、微細切削加工部品、刃物類(表層部をいっそう硬くしたい場合)、ベアリング部品等 |
光輝焼入れ
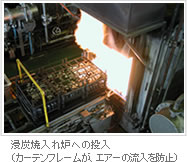
大気炉で高温熱処理をしますと、皆様がご購入される鋼材のように最表面に黒皮(酸化膜)が形成されてしまいますが、炉内雰囲気を酸化、脱炭しない雰囲気で制御し、輝きのある綺麗な状態で焼入れすることが出来るのが光輝焼入れの特徴です。
焼入れとは、オーステナイト化温度から急冷してマルテンサイト、ベイナイト等の組織に変態させ、硬くする処理を言います。焼入温度は、材質により異なりますが、光輝焼入れでは、通常、油冷却を行ないます。
一般的に焼入れと言われる熱処理は、正確には、焼入焼戻しで、焼入れ工程後、用途にあった焼戻し条件を選定しております。さらに、部品に要求される機械的特性は、材質選定と焼入特性から算出することができます。
適応材料
浸炭焼入れ・浸炭窒化処理
- SC材(低炭素鋼)、SPCC材、SUM(快削鋼) … 浸炭窒化焼入れ
- SCM、SNC、SNCM(低炭素材) … 浸炭焼入れ
光輝焼入れ
- SC材 (S45C、S55C、S60C等)
- SK材 (SK3、SK4、SK5等)
- SCr材 (SCr430、SCr440等)
- SCM材 (SCM435、SCM440等)
- SNC材 (SNC631、SNC836等)
- SNCM材 (SNCM439、SNCM630等)
- SKS材、SUJ材、SUP、SKT材等
※低炭素量の鉄鋼材料は、一般的に浸炭焼入れとなります。
浸炭焼入・浸炭窒化焼入・光輝焼入のご用命、お見積もりはこちらから。
適応事例

名称:ニッパー類
処理:特殊浸炭焼入れ

名称:バリカン刃
材質:SK材
処理:浸炭窒化焼入れ+イプシロン処理

名称:自動車機構部品
処理:浸炭窒化焼入れ

名称:シュレッダーの刃
材質:SPCC材
処理:浸炭窒化焼入れ+イプシロン処理

名称:自動車ABS機構部品
処理:浸炭焼入れ

名称:プレス部品
材質:SPCC材
処理:浸炭窒化焼入れ

名称:プレス部品、歯車、フレーム
処理:浸炭窒化焼入れ

名称:工業用ミシン部品
処理:浸炭窒化焼入れ

名称:プレス部品
処理:浸炭窒化焼入れ

名称:プレス部品
処理:浸炭窒化焼入れ
名称:アクセサリーシュー
処理:イプシロン処理
備考:耐摩耗性、曲げ強度の防止